

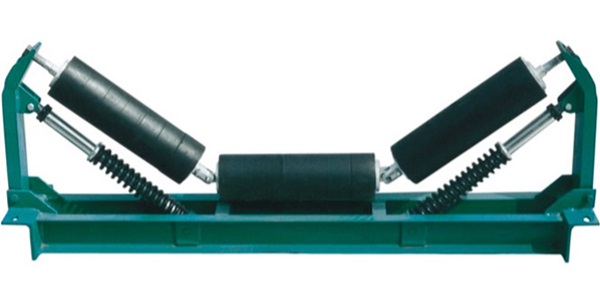
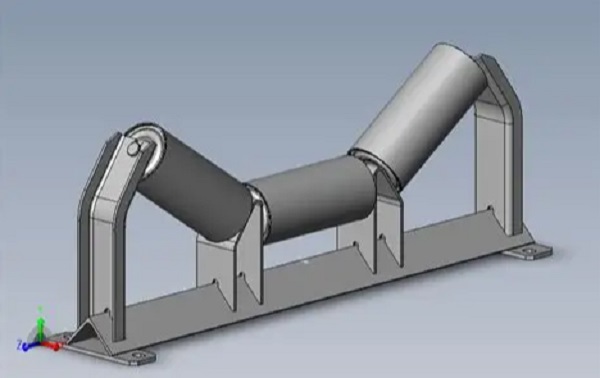
The रोलर समूहबेल्ट कन्वेयर का एक मुख्य घटक है, जो कन्वेयर बेल्ट का समर्थन करने और रनिंग प्रतिरोध को कम करने के लिए जिम्मेदार है। इसकी विधानसभा की गुणवत्ता सीधे स्थिरता, सेवा जीवन और कन्वेयर के संचालन शोर को प्रभावित करती है। निम्नलिखित विवरण चार आयामों से रोलर समूह विधानसभा के प्रमुख बिंदुओं: एक मानकीकृत और कुशल विधानसभा प्रक्रिया सुनिश्चित करने के लिए पूर्व-असेंबली तैयारी, कोर असेंबली प्रक्रिया।
1। पूर्व-असेंबली तैयारी: नींव रखना और जोखिम से बचें
विधानसभा से पहले, तीन मुख्य कार्य- "सामग्री निरीक्षण, उपकरण की तैयारी, और पर्यावरण की सफाई" - प्रारंभिक चूक के कारण होने वाले पुनर्मिलन या गुणवत्ता के खतरों से बचने के लिए पूरा किया जाना चाहिए।
1.1 सामग्री गिनती और गुणवत्ता निरीक्षण
● रोलर समूह के मुख्य घटकों को एक -एक करके जांचें: रोलर्स (रोलर बॉडीज, असर हाउसिंग, बीयरिंग, और ऑयल सील), कोष्ठक, शाफ्ट, फास्टनरों (बोल्ट, नट, वाशर), आदि, किसी भी लापता या गलत भागों के साथ चित्रों से मेल खाते हुए, मात्रा से मेल खाते हैं।
● प्रमुख घटकों की गुणवत्ता स्क्रीनिंग:
◆ रोलर बॉडी: सतह पर कोई धक्कों, विरूपण या जंग नहीं; समान दीवार की मोटाई (एक कैलीपर के साथ स्पॉट निरीक्षण उपलब्ध है); दोनों छोरों पर असर वाले आवास मजबूती से वेल्डेड हैं (कोई झूठी वेल्डिंग या दरारें नहीं)।
◆ बीयरिंग: जाम या असामान्य शोर के बिना लचीला रोटेशन; बरकरार सील कवर (धूल और तेल को प्रवेश करने से रोकने के लिए); मॉडल ड्रॉइंग (जैसे, डीप ग्रूव बॉल बेयरिंग 6204, 6205) से मेल खाते हैं।
◆ कोष्ठक: सामग्री आवश्यकताओं को पूरा करती है (ज्यादातर Q235 स्टील); वेल्डिंग जोड़ों में कोई बरस या विरूपण नहीं; बढ़ते छेद की सटीक स्थिति (छेद व्यास बोल्ट से मेल खाता है, एक त्रुटि के साथ। 0.5 मिमी)।
1.2 उपकरण और सहायक सामग्री की तैयारी
● आवश्यक उपकरण: टोक़ रिंच (बोल्ट कसने वाले टोक़ को सुनिश्चित करने के लिए महत्वपूर्ण मानकों को पूरा करता है), समायोज्य रिंच, हेक्सागोन सॉकेट रिंच, कैलिपर (आयामों को मापने के लिए), फीलर गेज (गैप्स को मापने के लिए), रबर हथौड़ा (हार्ड नॉकिंग से नुकसान से बचने के लिए), बेयरिंग इंस्टॉलेशन टूल्स, प्रेस।
● सहायक सामग्री: ग्रीस (बेयरिंग से मेल खाते हुए, जैसे कि लिथियम-आधारित ग्रीस नंबर 2, स्नेहन के लिए उपयोग किया जाता है), जंग अवरोधक (विधानसभा के बाद कोष्ठक के वेल्डिंग जोड़ों पर छिड़काव), कपड़े की सफाई (तेल के दाग और घटकों पर धूल को पोंछने के लिए)।
1.3 विधानसभा पर्यावरण आवश्यकताएं
● साइट सपाट और सूखी होनी चाहिए, आर्द्र वातावरण से बचना चाहिए (घटक जंग को रोकने के लिए) और धूल भरे वातावरण (बीयरिंग में प्रवेश करने से अशुद्धियों को रोकने के लिए)।
● जमीन के साथ सीधे संपर्क के कारण रोलर बॉडी पर खरोंच को रोकने के लिए सुरक्षात्मक पैड (जैसे, रबर पैड, लकड़ी के बोर्ड) बिछाएं।
2। कोर असेंबली प्रक्रिया: अनुक्रम में काम करें और सटीक सुनिश्चित करें
की विधानसभारोलर समूह"पहले रोलर यूनिट को इकट्ठा करें → के अनुक्रम का पालन करें → फिर ब्रैकेट को इकट्ठा करें → अंत में ठीक करें और सत्यापित करें"। घटक मिसलिग्न्मेंट से बचने के लिए प्रत्येक चरण में सटीकता को नियंत्रित किया जाना चाहिए।
चरण 1: रोलर यूनिट असेंबली (कोर का कोर)
रोलर इकाई रोलर समूह की "निष्पादन इकाई" है, जो रोलर बॉडी, बीयरिंग, शाफ्ट और तेल सील से बना है। विधानसभा के दौरान, "लचीली बीयरिंग और विश्वसनीय सीलिंग" सुनिश्चित करने पर ध्यान केंद्रित करें।
1.1 बीयरिंग और असर आवासों की विधानसभा
सबसे पहले, असर वाले आवास की आंतरिक दीवार पर थोड़ी मात्रा में ग्रीस लागू करें (आंतरिक दीवार को कवर करने वाली एक पतली परत पर्याप्त है; अत्यधिक ग्रीस हो सकता है कि असर गर्म हो सकता है)।
● असर वाले आवास में असर को सुचारू रूप से दबाने के लिए एक प्रेस का उपयोग करें (बल आवेदन बिंदु असर बाहरी रिंग पर है; आंतरिक अंगूठी को दबाने से प्रतिबंधित है)। सुनिश्चित करें कि असर और असर वाले आवास के बीच कोई अंतर नहीं है (एक फीलर गेज के साथ निरीक्षण उपलब्ध है, एक अंतर ≤ 0.05 मिमी के साथ)।
● तेल सील स्थापित करें: तेल सील (ज्यादातर डबल-लिप तेल सील) को असर वाले आवास के खांचे में एम्बेड करें। सुनिश्चित करें कि तेल की सील कसकर विचलन के बिना असर बाहरी रिंग से जुड़ी हुई है (ऑपरेशन के दौरान ग्रीस रिसाव या धूल के प्रविष्टि को रोकने के लिए)।
1.2 शाफ्ट और रोलर बॉडी की विधानसभा
● रोलर बॉडी के एक छोर पर असर आंतरिक अंगूठी के माध्यम से शाफ्ट (एक चिकनी सतह और कोई बरस के साथ) पास करें, और धीरे से इसे दूसरे छोर पर असर वाले आंतरिक रिंग में धकेलें। सुनिश्चित करें कि शाफ्ट पूरी तरह से असर आंतरिक अंगूठी (कोई ढीला नहीं) से जुड़ा हुआ है।
● रोलर बॉडी का रोटेशन टेस्ट: रोलर बॉडी को हाथ से घुमाएं; यह जाम या असामान्य शोर के बिना लचीलेपन से घूमना चाहिए, और रोटेशन जड़ता एक समान होनी चाहिए (कोई "हकलाने वाली भावना" नहीं)। यदि वहाँ ठेला है, असंतुष्ट है और जांचें कि क्या असर रिवर्स में स्थापित है या यदि अशुद्धियां हैं।
चरण 2: रोलर यूनिट और ब्रैकेट की विधानसभा
ब्रैकेट रोलर समूह का "सपोर्ट फ्रेम" है। कन्वेयर बेल्ट के विचलन से बचने के लिए ब्रैकेट पर रोलर इकाई की सटीक स्थिति सुनिश्चित करना आवश्यक है।
2.1 रोलर इकाई की स्थिति
● चित्र की आवश्यकताओं के अनुसार, इकट्ठे रोलर इकाइयों को रखें (एक एकल रोलर समूह में आमतौर पर 2-5 रोलर इकाइयां होती हैं; उदाहरण के लिए, एक "समानांतर रोलर समूह" में 3 इकाइयां होती हैं, और एक "गर्त रोलर समूह" में 2 साइड रोलर्स + 1 मिडिल रोलर होता है) ब्रैकेट के बढ़ते ग्रूव्स में होता है।
● गर्त रोलर समूह पर विशेष ध्यान दिया जाना चाहिए: साइड रोलर्स और मध्य रोलर (आमतौर पर 30 °, 35 °, 45 °, ड्राइंग आवश्यकताओं के अनुसार) के बीच का कोण को एक कोण शासक के साथ मापा जाना चाहिए, एक त्रुटि के साथ ° 1 ° (कोण विचलन कन्वेयर बेल्ट पर असमान बल का कारण होगा, आसानी से विचलन के लिए)।
2.2 बोल्ट फिक्सिंग
● ब्रैकेट के बढ़ते छेद और रोलर यूनिट के असर वाले आवास छेद के माध्यम से बोल्ट पास करें, वाशर (फ्लैट वॉशर + स्प्रिंग वॉशर को ढीला करने के लिए) पर डालें, और पहले नट को हाथ से कस लें।
● चित्र में निर्दिष्ट टोक़ के अनुसार बोल्ट को कसने के लिए एक टोक़ रिंच का उपयोग करें (जैसे, M10 बोल्ट के लिए टोक़ आमतौर पर 25-30n · m है, और M8 बोल्ट के लिए 15-20n · m है)। अत्यधिक टोक़ (जो बोल्ट टूटना हो सकता है) या अपर्याप्त टोक़ (जो ऑपरेशन के दौरान ढीला हो सकता है) निषिद्ध है।
● कसने का अनुक्रम: सममित रूप से कस लें (जैसे, 4 बोल्ट को ब्रैकेट विरूपण से बचने के लिए "विकर्ण अनुक्रम" में कड़ा किया जाना चाहिए)।
चरण 3: समग्र सत्यापन और समायोजन
विधानसभा के बाद, समय पर विचलन को सही करने के लिए एक समग्र निरीक्षण करें:
● ब्रैकेट की निचली सतह का पता लगाने के लिए एक स्तर का उपयोग करें: सुनिश्चित करें कि ब्रैकेट क्षैतिज है (क्षैतिज विचलन/0.5 मिमी/एम)। यदि यह झुका हुआ है, तो गास्केट को समायोजित करें (ब्रैकेट के तल पर गास्केट रखें; ब्रैकेट का मजबूर झुकना निषिद्ध है)।
● रोलर इकाइयों की समानता की जाँच करें: गर्त के साइड रोलर्सरोलर समूहमध्य रोलर के दोनों किनारों पर सममित रूप से वितरित किया जाना चाहिए, एक समानांतरता त्रुटि के साथ the 0.3 मिमी/मी (रस्सी-पुलिंग विधि द्वारा पता लगाना: रोलर्स के दोनों सिरों पर एक सीधी रेखा खींचें और रोलर्स और सीधी रेखा के बीच की दूरी के अंतर को मापें)।
● सभी रोलर्स को फिर से घुमाएं: सुनिश्चित करें कि सभी रोलर्स "व्यक्तिगत जैमिंग" के बिना लचीले ढंग से घूमते हैं। यदि वहाँ ठेला है, बेयरिंग या शाफ्ट की विधानसभा की जांच करें और जांचें।










